






概述
本公司开发的热处理集散控制系统,采用了多项新技术、新产品、新观念,具有较高的测控指标和自动化水平,既适用于新建项目的电炉设备配套,也适用于传统热处理车间的技术改造。
主要功能及特点
1. 适用于控制各种工业电炉(如井式炉、箱式炉、台车炉、罩式炉、真空炉等)自动实现所要求的控温工艺。
2. 可同时控制1—32个温度点(根据电炉结构的复杂程度,控制1—32台电炉),支持同一电炉的多回路(多温区)同步调节,即分段同步控温,大幅度降低操作的复杂程度,提高控制效果。
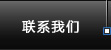
3. RS—485工业现场总线结构,上、下位机分级控制。
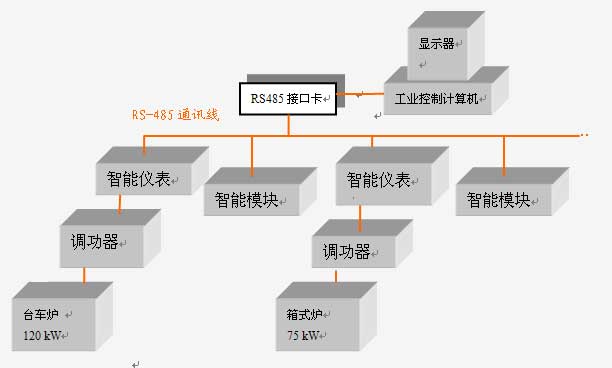
4. 关键硬件经过严格选型,上位机采用工业控制计算机;下位机采用可编程序且具有通讯功能的智能PID调节器(智能仪表)或测温模块。
5. 主回路调节采用可控硅或固态继电器模块无触点控制,控制精度高、运行可靠、无噪声。
6. 系统的控制软件系为热处理车间“量身定做”的专业测控软件,充分考虑了各种热处理电炉运行、工件热处理各道工序的需求和特点,充分考虑了热处理行业的特点和各种个性化需求;具有很强的针对性。
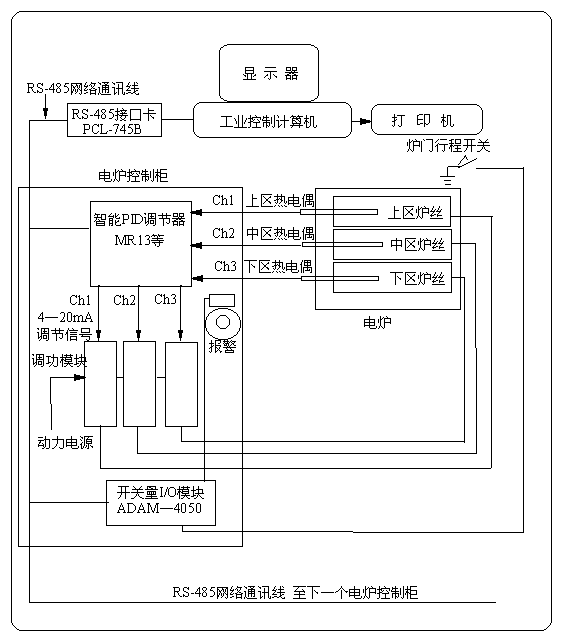
7. 工艺曲线图形化设置、管理与操作是本系统软件设计的一大特色。操作人员通过上位机对电炉的管理(包括工艺曲线的设置、下传、启停等操作)变得十分简单。目前的各种组态软件均难以实现本软件的此项功能指标。
8. 自动记录过程控制曲线。除温度曲线外,可选择工艺设定曲线和控温调节记录曲线。对各电炉、各台智能仪表的工艺控制均有独立的记录曲线,记录文件可长期保存在硬盘中作为历史记录供随时调阅、打印。
9. 除了通过调节加热功率按曲线规定控制升温、保温和降温,还可以使用单独的调节回路,按降温曲线实现“通风冷却”(如通过调节变频器、电动调节阀等调节冷风流量)的控制。
10. 完善的报警功能,具有报警事件自动记录功能,事件记录可长期保存。
11. 对关键参数设置、改动具有密码保护,只有设备管理员方可进行更改和设置。
12. 具有良好的系统扩展性能。
主要技术指标
|
序号
|
指 标 名 称
|
技 术 指 标
|
单 位
|
|
1
|
智能仪表温度测量准确度
|
±(0.25FS%+1字) *
|
|
|
3
|
智能仪表温度测量范围
|
0—1600(与热电偶分度号有关)*
|
℃
|
|
4
|
可编程工艺段数
|
1—30 *
|
段
|
|
5
|
工艺段长度
|
0—9999 *
|
分钟
|
|
8
|
功率控制方式
|
单相/三相过零或移相
|
|
|
9
|
负载接法
|
三角型、星型(星型点不接地)
|
|
|
10
|
电炉分段加热、测控段数
|
1—18
|
段
|
|
11
|
热处理电炉控制柜外形参考尺寸(或按用户要求)
|
1700× 700×500
|
mm3
|
|
12
|
通讯方式
|
RS—485
|
|
热处理专用软件简介
本软件集中针对热处理车间多台电炉的控制而开发和设计,充分考虑了热处理行业的特点和各种个性化需求;
系统为您设计了简单易学、直观快速的热处理工艺编辑工具。基于对工艺管理的严肃性、方便性和系统工作可靠性的多重考虑,我们在软件中特意将工艺文件编辑部分以单独的可执行文件从控制软件中独立出来,整个软件由“工艺编辑程序”和“过程控制程序”两部分组成。
如果工艺管理人员不希望车间操作人员改动工艺而只允许他们调用这些工艺,那么可以将本软件的工艺编辑程序安装在工艺管理人员办公室的计算机上,而承担过程控制的工控PC中只安装过程控制程序。
工艺文件的创建与编辑工作是通过“工艺文件编辑程序”来实现的。窗口界面见下图:
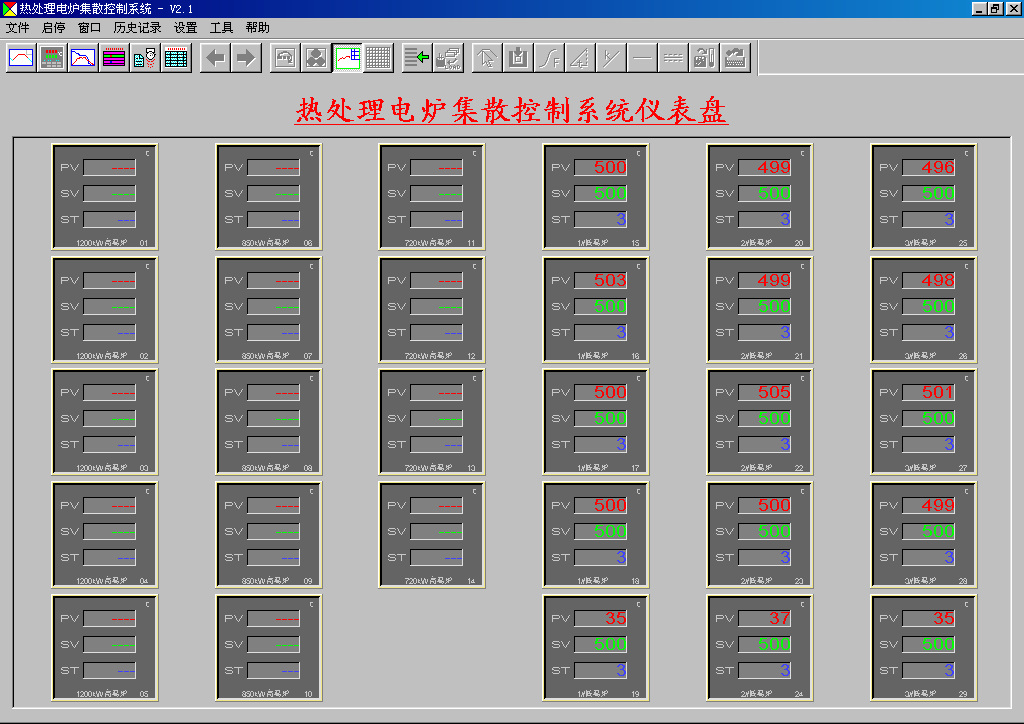
系统设置了丰富的显示界面,包括工艺曲线、记录曲线、仪表盘、动态参数表、动态参数表、事件记录表、装炉工件记录表等,
为适应用户对热处理控制系统不同现状、不同层次的需求,在保证系统正常、可靠运行的前提下,我们在控制软件中对多种常用品牌和型号的智能仪表及测温模块提供了接口支持,用户可通过上位机的控制软件,对其管理的各PID调节器内部的参数进行查询、修改。
工艺曲线

仪表盘